

- 1.08 MB
- 2022-05-26 16:46:23 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
TenantsofSinglePieceFlowDoNotMakeDefectsDoNotPassAlongDefectsDoNotAcceptDefectsZeroDefects=0DefectsNot3.4ppmQuality,Quality,Quality…DefectsaretheWorstKindofWaste7TypesofWasteDefectivePartsOverProductionInventoryMotionTransportationWaitingManualTouches
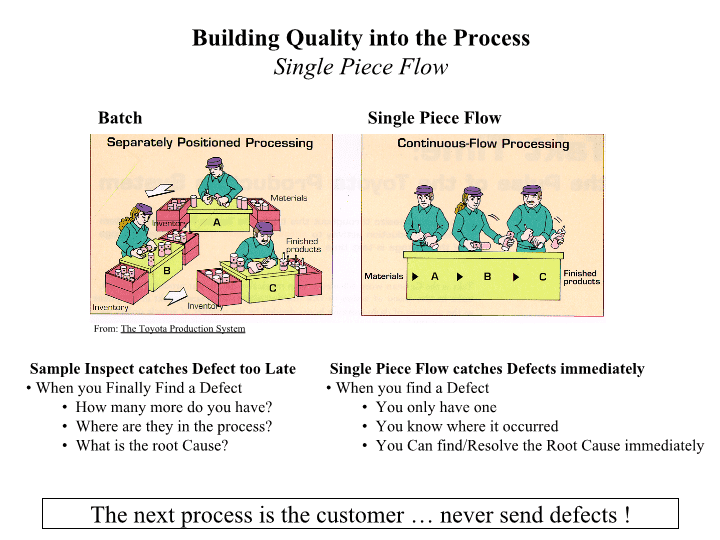
BatchSinglePieceFlowFrom:TheToyotaProductionSystemBuildingQualityintotheProcessSinglePieceFlowThenextprocessisthecustomer…neversenddefects!SampleInspectcatchesDefecttooLateWhenyouFinallyFindaDefectHowmanymoredoyouhave?Wherearetheyintheprocess?WhatistherootCause?SinglePieceFlowcatchesDefectsimmediatelyWhenyoufindaDefectYouonlyhaveoneYouknowwhereitoccurredYouCanfind/ResolvetheRootCauseimmediately
Check,Do,VerifyCheck-Thepreviousoperatorswork.Do-Yourwork.Verify-Thatyoudidyourworkcorrectly.
ProcessInspectTransportTransportationisintegratedintotheproductionprocessviaautomatione.g.,movinglineProcessInspectProcessInspectTransportProcessInspectTransportationisintegratedintotheproductionprocessviahumanconveyancee.g.,Chaku-ChakuBuildingQualityintotheProcess2waystoperformSPFThenextprocessisthecustomer…neversenddefects!
Check,Do,VerifyGetsyouintoPartsPerMillionquality-Whenyouverifyyourwork,youcatch1flawin100parts.Thenextpersonchecksyourworkandcancatch1/100sothat’s1/10,000.ThenthatpersonVerifiestheirworkandcancatch1/100.That’s1/1,000,000errorsthatcangetthrough.
Check,Do,VerifyEveryCustomerinaProcesshas:-arighttoexpectperfectmaterial-anobligationtoinspectthematerialbeforeuse.-anobligationtoinformthepreviousstepintheprocessofanyproblem.-anobligationtostoptheprocessuntilanyproblemhasbeenresolved.
SinglepieceoronepieceflowisameanstoprimarilybuildQualityintotheprocess.ThisisachievedbyestablishingataktTime,developingstdwork,andswip.ThepremiseisthatanOperatorcanonlyworkononepieceatatime,andperformsaQuickqualitycheckontheCTQsoftheprocessbeforemovingTheparttothefollowingprocess.Ifadefectisdetected,JidokaIsenacted…thelineisstopped,andimmediateactionistakenToremediatethesituationandtakecountermeasurestopreventreoccurenceTakttimeStdworkFlow:work(process)thatisdoneinconjunctionwithorsimultaneoustotransportation
OnePieceFlowTheproductionisorganizedintoasynchronouschainwhereeachpersonhasabalancedamountofworkrelativetohis/hersupplierandcustomerinthechain.Asonepersonfinishestheirelement,sodoall.Workisthenmoveddownthelinesynchronously.Everypersonisempoweredtostoptheproductionprocessifarejectisspotted.
OrganizationAreaSupervisorNew/RevPageofDateProductionLinePartNumberPartNameOperatorStandardWorkSheetTo:TurnsDPU"sScopeofOperationsFrom:QualityCheckSafetyPrecautionStandardWork-in-Process#LotsofStandardWork-in-ProcessTakt/RateTimeTotalManual&TravelTimeMan/TravelTimeOperatorEndFinishWeldEndFinishWeldOrbitalWeldHydroTestMarkMech.CleanTorchBrazeTubingCFMCellFernBissonnetteCell6AllPartsAllTubes11Mech.CleanRawmaterialWeld100/DayFPIX-RayEDM2ndQtr.‘01EndFinishOutsideCell27-avglot=6FlexFinishedGoodsACTIONWORKOUTgGEMSGlobalProductionSystemThenextprocessisthecustomer…neversenddefects!Check,Do,Verify
OnePieceFlowYourcustomeristhenextstepintheprocess.Givetoyourcustomer,exactlywhattheyneed(1item),exactlywhentheyneedit,doneperfecteverytime.
Tenantsof1pcsFlowDoNotMakeDefectsDoNotPassAlongDefectsDoNotAcceptDefectQuality,Quality,Quality…DefectsaretheWorstKindofWaste
Systemofmanufacturinginwhichthefinalprocesswithdrawsthepartsitneedsfromtheprecedingprocessatexacttimingintervals,intheexactstandardizedamountneeded.PullProductionMethodology&SequenceDefinitionRefMaterialPresentationtrainingforexplanationonSupermarketdefinitionanduse
Parts13456789102AssemblyLineCellorChaku-ChakulineSupplierMaterialInformationSupermarketEmptycontainerFullcontainerLegend1Sequence/TimingPullProductionMethodology&Sequence
JITJidokaeGPSforGPCHeijunkaLevelLoadingSequencingFindingabalancebetweenthevolumeofworkthatyourorganizationneedstodoandyourcapacityAdjustingaproductionscheduletomeetunexpectedchangesincustomerdemandOrderingtheproductioninsuchafashiontoachievethedesiredTAKTforallitemstakenfrommemoryJogger
Leveledproductionmeans
loweringthepeaksamong
thedailyproductionvolumes
asmuchaspossibleand
makingtheproductionflow
smoothandunflucuating.
Ingeneral,themorefluctuationsyouintheproductionflow,themoremudayouenduphaving.Thatisbecausethecapacityandcapabilityofalinetendstobesetatalevelthatmeetsthepeakproductiondemandratherthantheaveragedemand.Iftheproductionlineproducesonlyasingleproduct,youmaybeabletoreducemudasimplybyadjustingtheproductionscheduleandstaffinglevel.Butifyouwanttoproduceconsistentlyatanaveragelevelwhereyouhavemanydifferentkindsofproductstoproduceinasingleline,youhavetodotheaveragingnotjustinvolumebutinkindsaswell.ThiswayofaveragingbothvolumeandinkindsiscalledproductionlevelingorheijunkainJapanese.LeveledProductionAmountofproductsthatcanbesoldHEIJUNKAAveragebytotalvolumeAverageby
model
LeveledLoadProductionBuildtoforecastBuildtoFGinvBuildafterorderisreceivedALLcomponentsneedtobestockedinRMAnorderfromtheseproductstakesprecedenceover1-2-3products…buildthisfirst!UseStocksBuildStocksTAKT%F1F1F1F1F1F1F2F2F2F2F2F2TAKTTimeDeterminedbyPSI2Q3Q4QOktoBuildtoFGRepeatableProductsNon-RepeatableProducts
NeedtoDetermine...HowMuch20bulbsperdayWhatKind15/60Watts5/100WattsWhen5-60W,2–100W,5–60W,2–200W,5–60W,1–100WTAKTLevelLoadMixLevelLoadSequenceIfweweremakinglightbulbs...QuarterlyWeeklyWeeklyFrequency606060606010010060606060601001006060606060100TaktTime=OperatingtimeperdayProductionrequirementperdayAssumptions:MachineBreakdown=0hourSetupChange=0hourDefectRate=0%TaktTimeEquationFormoreinformationonTAKT–RefertoJITSectionQuickExample
SettingtheproductionsequenceofmultipleTRAM–RACTypes(MedSystemsProduct)ProductMonthly
RequirementDaily
RequirementTAKTTimeModel1720units24units5minModel2360units12units10minModel3360units12units10minTotal1440units48units7.5minThisisdatafor3products,Model1,Model2,andModel3,areproducedatGEMS.Thechartdisplaysthemonthlyproductionlevel,thedailyproductionlevel(monthlydividedby30),andtheTakttimeforeachproducttype.THEYAREALLPRODUCEDONTHESAMELINE.Howcantheseunitsbebuiltinalevelproductionmodeusingthisexample?Model1Model2Model3DetailedExample
Sincethesethreeproductsareonthesameline,youwillneedtofollowthesequencepatternof1-2-1-3inyourproductionmix.Bydoingitthiswayyouareabletolevel-loadyourproductionbothintermsofquantityandtypes.#1–Prod1#4–Prod3#2–Prod2#3–Prod1REPEATMixedAssemblyLineProductionSequencebyTypeIfproducedinbatches,onlytheModel1’swillmeetTakttimesIfproducedtoasequence,2unitswillbeproducedin2TakttimesLet’sshowhowwevalidatethis…
ModelLineTaktTakt/CycleGraphPart-QuantityPartRouter1327.57.57.5SeeStdWorkComboSheetforexample.OnesheetiscreatedforeachoperatorSCT=25SCT=40SCT=30766676138127.597.5
TaktBuildTime=#ofOperations*TaktActualBuildTime=SCT130230330125240330ModelTBTModelABT1-52+1030ModelObjectives:ProducetoTaktTime(understandingno2productswillhavetheexactsameABT)ThesumoftheDTotiszeroEveryproductisproduceatleastonceNoproductisproducedtwiceinarowCreateaproductsequencewhere:Dtot=S(#ofUnitsinsequence*D)Dtot=-5(#of1’s)+10(#of2’s)+0(#of3’s)0=-5(2)+10(1)+0(1)IneachsequencewillcontainoneModel1,twoModel2s,and1Model3)Accordingtotherulesthesequencemustrun:Model1–Model2–Model1–Model3
GuidingPrinciples:GPSLevel-loadingPurpose:Toprovideguidelinesfordevelopingthemethodandtoolstolevel-scheduletheshopfloor.KeyElementsofLevel-schedulingProductionunitsarestratifiedaccordingtoplannedsalesvolumeTheproductionsequencecombinesbothordersandforecastSequenceisdesignedtoachievethecombinedTAKTtimeforallitemsEliminatingproductionratevarianceisrequiredtoachieveTAKTtimeOnlybuildhighvolumeproducts(top80%)toFGinventory,ifordersarenotavailableFGinventorylevelsareNOTtargeted,butaresultofTAKTtime&ordersflowLower-levelgroupitemsareNOTsequencedwithoutfirmordersHoldRMcomponentsinventoryonlyforlowvolumeitems.Theseareitemsthatyoucan’tbuilduntilyouhaveanorderFillordersfirstfromFG,secondWIP,&thirdsequencethem(attachtheordertotheproductionplan)
您可能关注的文档
- 战略成本管理(英文PPT16页)
- 战略分析工具(英文PPT34
- 战略分析工具(英文PPT34页)
- 建立战略中心型组织的工具(英文PPT9
- 网通战略咨询报告(英文PPT22
- 网通战略咨询报告(英文PPT22页)
- INTERVIEWWORKSHOP(英文PPT29
- JITPURCHASING(英文PPT20
- 介绍江西的英文PPT
- 大客户销售谋略英文PPT
- 圣诞节英文PPT
- 美国能源部平衡计分卡导向管理培训资料(英文PPT66页)
- 美国能源部平衡计分卡导向管理培训资料(英文PPT66
- 6西格玛(英文PPT 53页)
- 6西格玛(英文PPT53页)
- 6西格玛管理(英文PPT 72页)
- SIXSIGMADEPLOYMENTPRACTICE(英文PPT43
- SIXSIGMADEPLOYMENTPRACTICE(英文PPT43页